|
Product Details:
|
| Product Name: | Factory Price 90mm To 250mm Hydraulic Butt Fusion Welding Machine Four Clamps | Pipe Size: | 90. 110. 125. 140. 160. 180. 200. 225. 250 |
|---|---|---|---|
| Heating Plate Max. Temp: | 270℃ | Total Power: | 3.75KW |
| Weight: | 125kg | Frame Packing: | 850*480*440mm |
| Heating Plate Packing: | 370*50*400mm | Miling Cutter: | 350*360*350mm |
| Basket: | 335*185*460mm | Hydraulic Unit: | 580*470*470mm |
| High Light: | 90mm Hydraulic Butt Fusion Welding Machine,250mm Hydraulic Butt Fusion Welding Machine,Four Clamps Hydraulic Butt Welder |
||
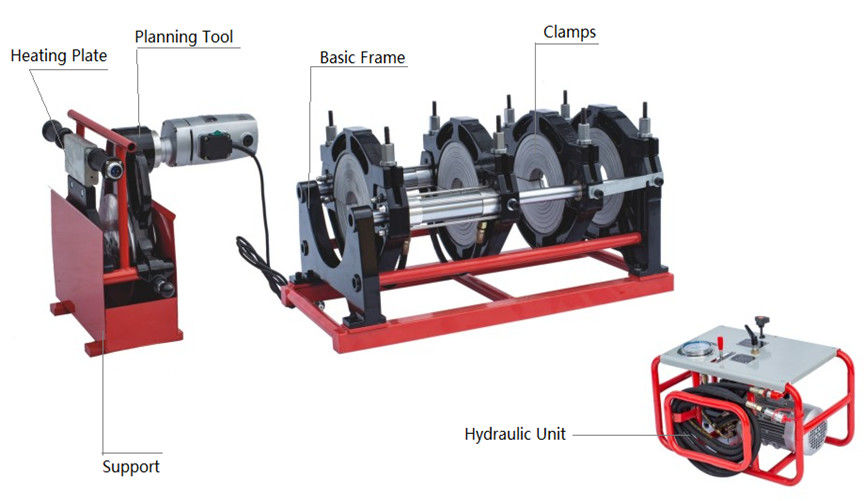
Factory price 90mm To 250mm Hydraulic Butt Fusion Welding Machine Four Clamps
1. Suitable for welding of plastic pipes and fittings made of HDPE PVDF and MPP, and can be operated in any complex work condition.
2. Consisits of basic frame, planing tool, heating plate and support for planing tool and heating plate.
3. Removable PTFE coated heating plate with seperate temperature control system.
4. Electrical planing tool.
5. Be made of aluminum alloy material, simple structure, small and delicate, user friendly.
![]()
![]()
![]()
Butt Fushion Welding Machine Technical data:
| Model | Welding Range | Total power | Voltage | Max working pressure of hydraulic station |
| SH250-SHY |
90/110/125/140/160/ 180/200/225/250 |
3.75KW | 220V | 0-6.3Mpa |
| Heating plate Max Temperature2 | Ambient Temperature | Total Weight | ||
| 270℃ | -5-40℃ | 125KG |
Preparation for welding HDPE Pipe manual Butt Fusion Welding Machine
1. Before operation, all equipment parts shall be placed on a stable and dry place.
2. Confirm that the power supply used meets the requirements of the equipment, the equipment is in good condition, and the electrical circuit is not damaged; the detection indicator works normally, the milling cutter blade is sharp, and the parts and operating tools are complete.
3. Replace the required fixture according to the outer diameter of the welded pipe.
Welding procedure for HDPE PIPE manual Butt Fusion Welding Machine
1. Check whether the specification and pressure grade of the pipe to be welded are correct, and check whether there are bumps, bumps and scratches on the surface. If the depth of the scar exceeds 10% of the wall thickness of the pipe, it should be partially removed before use;
2. Clean the oil or foreign matters at both ends of the pipe with a clean cloth;
3. Place the pipe to be welded in the frame slip, so that the length of both ends is equal (as short as possible without affecting the milling and heating). The part outside the frame of the pipe shall be supported by supports to reduce friction, and then be fastened with slips;
4. Put in the milling cutter, first turn on the power switch of the milling cutter, then close both ends of the pipe and apply appropriate pressure until there are continuous chips at both ends, remove the pressure, wait for a moment, then withdraw the movable frame, turn off the power supply of the milling cutter and take out the milling cutter. The chip thickness should be about
0.2-0.5mm. The chip thickness can be adjusted by adjusting the height of the milling insert;
![]()
Our service:
1) We offer 1 year warranty and free spare parts. (Except for wearing parts)
2) We offer voltage and frequency of motor customization service, such as 110v 60hz.
3) We can put your LOGO on machine plate or packing (need your authorization on brand)
4) Machine can be shipped to overseas or domestic place by sea or air in LCL or FCL.
Contact Person: Mrs. Vivian Chen
Tel: 86 13777804353